鐵污染
被鐵污染的膜元件,膜表面為紅褐色,進水流道呈淺紅色。
被鐵污染的膜元件的膜表面為紅褐色,滴加酸后露出膜片的真面目。
一、現象和癥狀:
1、系統脫鹽率低,產水量降低;
2、壓力容器開啟后,膜元件端面呈紅褐色;
3、膜元件解剖后,膜表面呈紅褐色。
二、原因:
1、RO進水中含有過量的鐵;
2、預處理系統中的管道或壓力容器腐蝕。
三、清洗或解決方案:
1、膜系統可以采用酸性NaHSO3(PH<5)或H3PO4以及檸檬酸清洗恢復;
2、有時候鐵會加速膜的氧化導致膜元件不可恢復性的損傷。
壓降(ΔP)過大
玻璃鋼外殼沿軸向破裂,進水端污染嚴重。
出水端抗壓力器(ATD)沖掉,濃水流道網格沖出。
對膜元件破壞性分析發現:黑色粘稠液體流出。整個膜元件內部完全被污染,膜葉之間(進水流道)布滿黑色粘稠物質。無臭味,排除生物污染,確認為無機污染物嚴重污堵進水流道導致的高壓降所致。
一、現象和癥狀:
1、系統脫鹽率大幅下降,有時候伴隨產水量增加;
2、膜元件解剖后,膜表面出現氣泡和分層。
二、原因:
1、系統設計缺陷,例如產水管道上的止回閥安裝位置不合理;
2、不正確的操作,例如清洗完畢后忘記開啟產水閥門;
3、不可預測的機械故障。
三、清洗或解決方案:
膜元件被不可恢復性的損傷,難以修復,只能更換膜元件。
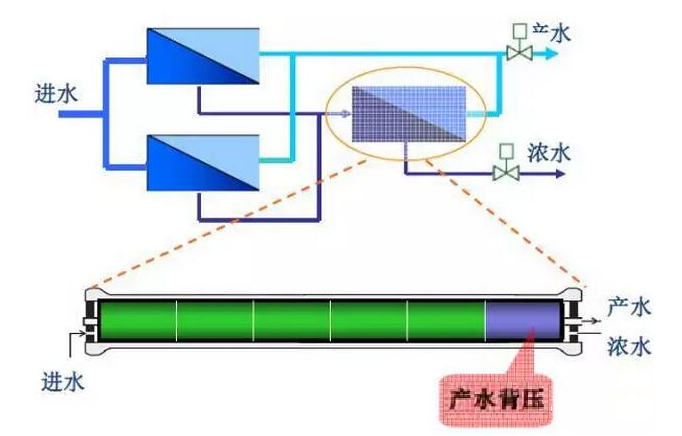
產水背壓
產水管道上安裝截止閥,操作人員在系統清洗過程中關閉此截止閥,清洗關閉完畢后忘記開啟,隨后停機后重新啟動系統,發現系統脫鹽率下降。
產水背壓損壞的膜表面通常看到平行于產水管的膜最外邊出現拆痕,常常靠近最外側的膜袋粘接線處。膜的破裂最有可能出現在進水側、最外側和濃水側這三處粘接密封線附近,其他位置受到進水網絡得支撐,很多網格的小格內就會出現很多氣泡狀剝離和分層。
為了預防產水背壓,可以采用以上兩種措施:在產水管道的合理安裝止回閥,或三向閥。
一、象和癥狀:
1、系統脫鹽率大幅下降,有時候伴隨產水量增加;
2、膜元件解剖后,膜表面出現氣泡和分層。
二、原因:
1、系統設計缺陷,例如產水管道上的止回閥安裝位置不合理;
2、不正確的操作,例如清洗完畢后忘記開啟產水閥門;
3、不可預測的機械故障。
三、清洗或解決方案:
膜元件被不可恢復性的損傷,難以修復,只能更換膜元件。
膜氧化
遭氧化傷害的膜元件采用真空試驗等機械的方法是檢測不出來的,這類化學性的傷害,可通過對膜元件或其中的小片膜樣品經過Fujiwara試驗評測顯示出來,如Fujiwara實驗中實驗溶液變成粉紅色,證明膜片已被氧化。
膜氧化(由余氯導致)未經污染或氧化的新膜片應該僅由C,O,N和H組成,沒有其它元素。對于使用過的膜片,可以通過分析膜材料中的增加的元素種類和含量,來確定膜片是否被氧化或污染。原子光譜化學分析法(ESCA)證明膜片被氯氧化。
一、現象和癥狀:
1、系統脫鹽率大幅下降,同時伴隨產水量增加;
2、膜元件解剖后,Fujiwara實驗中實驗溶液變成粉紅色,原子光;
3、譜化學分析法(ESCA)發現氯元素。
二、原因:
1、RO系統前的脫氯措施出現問題,例如,活性炭失效或NaHSO3量不足;
2、膜元件接觸到強氧化劑。
三、清洗或解決方案:
膜元件被不可恢復性的損傷,難以修復,只能更換膜元件。